Accueil » Recherche & Développement
AXES DE RECHERCHE

Assemblages hybrides
Les matériaux à base de polymères peuvent offrir des propriétés améliorées par rapport aux structures classiques métalliques : certaines propriétés mécaniques, résistance à la corrosion, basses températures de fonctionnement, faible conductivité électrique. Cependant, d’autres caractéristiques limitent leur utilisation. Ainsi, des avantages structurels et opérationnels potentiels peuvent être obtenus par l’application de revêtements métalliques sur des substrats à base de polymères.
Le dépôt par projection thermique de particules métalliques sur des structures à base de polymères a fait l’objet d’une attention croissante : composites polymères renforcés par des fibres (FRPC), composites à matrice polymère (PMC) et polymères purs. Afin de combiner les avantages des polymères avec les propriétés des métaux, la possibilité de les métalliser a ouvert la voie à de nouvelles applications. Les principales techniques de métallisation actuellement utilisées sont des procédés par voie humide telle l’électrodéposition ou le placage chimique, et des procédés par voie sèche comme le dépôt physique en phase vapeur (PVD) ou la projection thermique. Côté projection, les procédés plasma, arc fil et cold spray sont les plus impliqués.
Métallisation par Cold Spray
La métallisation de substrats polymères est une nouvelle perspective pour divers revêtements fonctionnels dans la fabrication additive par projection à froid. Plusieurs études ont fourni diverses dépositions réussies :
- revêtement de titane sur PEEK pour une fonction de biocompatibilité des implants chirurgicaux
- sous-couche d’étain comme couche de liaison intermédiaire sur différents polymères (ABS, PA, PC, PP, PS, PVC)
- revêtement de cuivre sur différents polymères tels que le silicone, PVC, substrats époxy PU, HDPE, PP, nylon 6, PTFE, pour la fonction antisalissure des moteurs marins, la capacité de conduction électrique des appareils électroniques, la résistance à la foudre des structures aéronautiques
- etc.
Cette métallisation par projection à froid a donné lieu à de nombreuses possibilités de conditions de dépôt. Une température de préchauffage du gaz inférieure à 500 °C est préférable pour éviter une dégradation thermique indésirable du polymère pendant le dépôt. Des valeurs de pression inférieures à 10 bar (projection à froid à basse pression) sont généralement utilisées pour réaliser la métallisation des polymères. Dans ces conditions, le niveau de température du gaz pendant l’expansion supersonique vers la sortie de la buse est réduit à des valeurs faibles qui permettent une faible exposition thermique. Les poudres métalliques pénètrent généralement dans le substrat thermoplastique et créent une première couche. L’utilisation de métaux tendres et à faible température de fusion tels que l’étain, le zinc et l’aluminium facilite l’obtention d’un dépôt, ou pour produire une accumulation suffisante de revêtement lorsque ces métaux tendres sont utilisés comme couche intermédiaire.
Nos activités
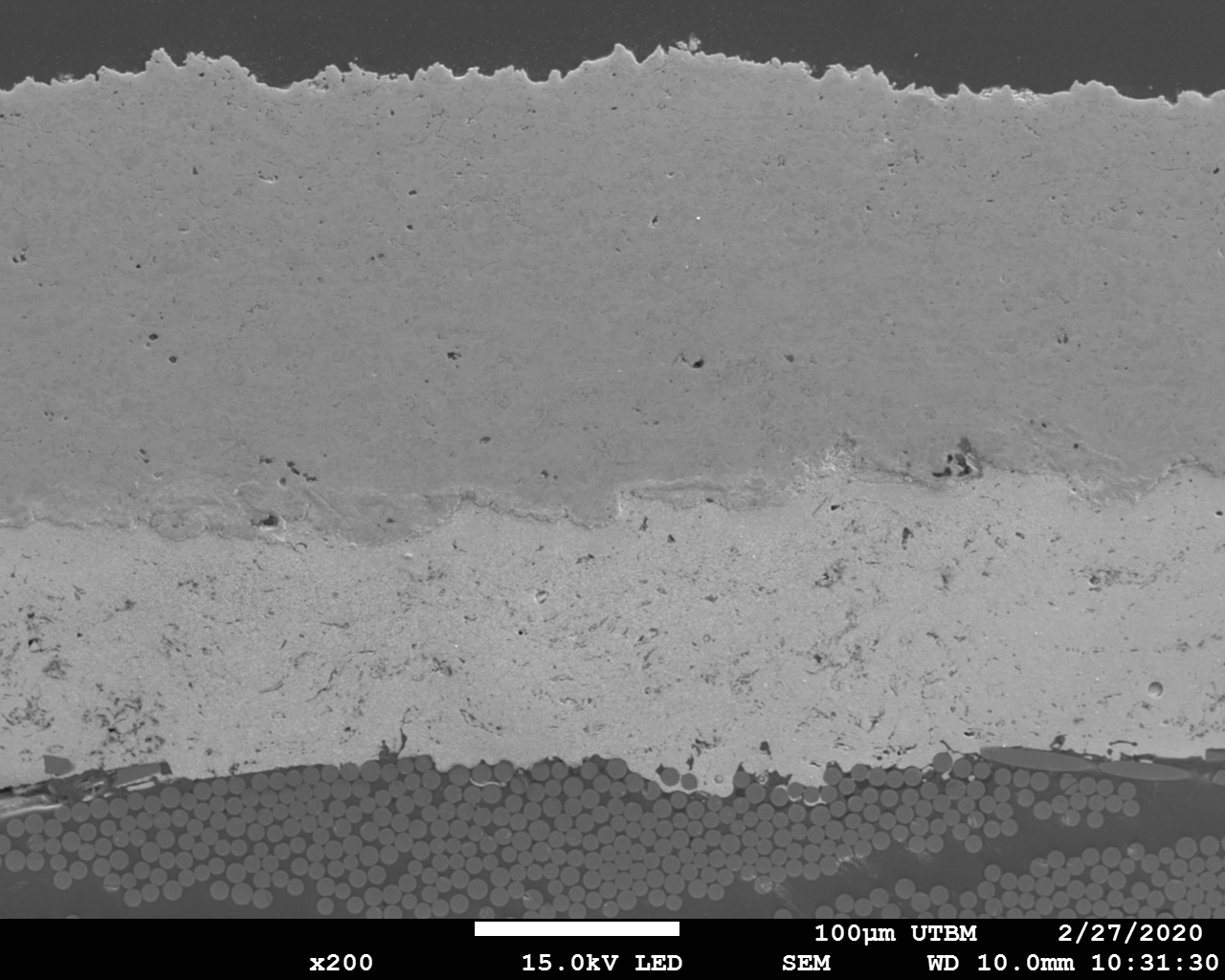
Des travaux de notre équipe ont pu efficacement obtenir des revêtements métalliques sur du PEEK.


Contact
Rija Nirina Raoelison
Tél : 33 (0)3 84 58 37 83
rija-nirina.raoelison@utbm.fr
Métallisation par APS et HVOF
Les autres technologies de projection thermique sont axées sur l’utilisation d’une source d’énergie primaire utilisée pour l’accélération et la fusion des particules. Il s’agit notamment de la projection flamme, plasma et l’arc électrique. Il en résulte que le faible point de fusion et la nature souple de la plupart des thermoplastiques rend difficile l’application de revêtements métalliques sur ces derniers à l’aide de techniques de projection thermique à haute température. Les thermoplastiques, en particulier, ont des points de fusion relativement bas et peuvent être gravement endommagés lorsque des particules de métal en fusion et des gaz chauds les touchent. Pour cela, il est nécessaire d’utiliser préalablement des métaux à basse température de fusion comme Zn et Al. Le choix et les caractéristiques (procédé, épaisseur) de la couche intermédiaire dépend de la nature thermosensible des polymères et des applications visées.
Nos activités
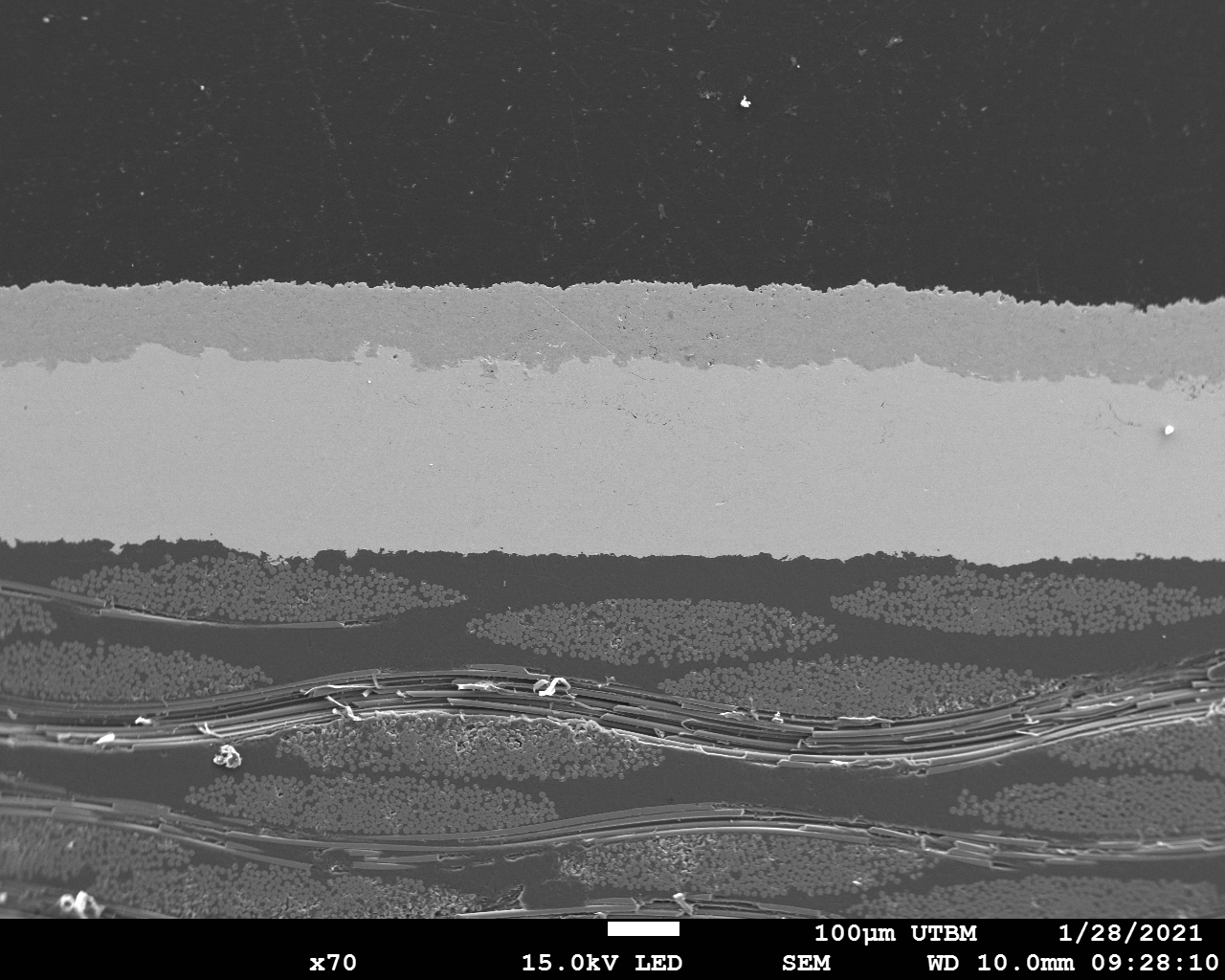
Des travaux de notre équipe ont démontré la faisabilité de revêtements issus de matériaux à haut point de fusion comme les céramiques (Cr2O3), ou avec des procédés dont la flamme impacte directement le substrat, cermet (NiCr-Cr3C2), respectivement par projection plasma APS et flamme HVOF, sur un substrat composite époxy / fibre de verre.
Contact
Geoffrey Darut
Tél : 33 (0)3 84 58 32 36
geoffrey.darut@utbm.fr
L’adhérence d’un revêtement par la méthode de projection thermique nécessite une rugosité de surface suffisante pour permettre le bon ancrage des particules projetées. Traditionnellement, c’est la méthode de sablage qui est utilisée dans la majorité des cas pour générer une géométrie de surface propice aux mécanismes d’adhérence. Néanmoins, avec les allègements de structures qui imposent des changements de matériaux (alliages légers, composites à matrice organiques, etc.) et/ou les nouvelles fonctionnalités (métallisation des céramiques), il devient impossible alors de structurer la surface par de tels procédés par risque de fragilisation du matériau (si matériau trop ductile) ou d’inefficacité (matériau trop dur). C’est pourquoi, pour palier de telles limitations, la texturation laser semble aujourd’hui un candidat prometteur pour promouvoir l’adhésion des revêtements. Si de nombreuses configurations ont d’ores et déjà pu être valorisées sur substrats métalliques, il devient de plus en plus intéressant aujourd’hui de s’intéresser aux traitements des matériaux céramiques. Qu’il s’agisse de substrats d’alumine, de zircone, de CMC, etc., la structuration de surface par laser peut être optimisée au moyen de divers outils laser tels que des lasers continus ou des laser pulsés avec des durées d’impulsions de l’ordre de la nanoseconde ou femtoseconde.



Contact
Sophie Costil
Tél : 33 (0)3 84 58 32 35
sophie.costil@utbm.fr
La fabrication additive par projection à froid (Cold Spray) couplée à la texturation laser (création de motifs micro-géométriques à la surface d’un matériau) permet de générer un point de fixation entre deux matériaux disjoints, l’acier et l’alliage d’aluminium. L’association de ces deux procédés a rendu possible la réalisation d’assemblages multi-matériaux avec des stratégies de conception s’apparentant à des assemblages par soudage linéaire ou par résistance par points, avec des valeurs de résistance mécanique proche de 100 MPa. Ce travail en collaboration avec la société LISI Automotive a abouti au dépôt du procédé breveté : LISI µ-MACH ASSEMBLY PROCESS ®. Il permet d’assembler à froid rapidement et de manière durable différents types de matériaux (aciers, alliages d’aluminium…). LISI µ-MACH ASSEMBLY PROCESS® est un procédé d’assemblage innovant, breveté et actuellement en développement.
Pour en savoir plus :
Thèse de Amela KUSURAN



Contact
Marie Pierre Planche
Tél : 33 (0)3 84 58 32 00
marie-pierre.planche@utbm.fr
Développement de procédés
Mise en forme par projection thermique : VPS, LPPS, Propriétés mécaniques, Chambre de combustion, Structures multicouches, Contraintes résiduelles
L’objectif général de ce projet est de remplacer certains moyens de fabrication jugés trop longs ou trop coûteux ou encore inadaptés pour certains matériaux difficiles à mettre en forme. La réalisation d’une pièce au plus près de la côte finale diminue la quantité de matière consommée et le temps d’usinage final. Afin d’obtenir une pièce conforme à un cahier des charges et dont l’épaisseur de paroi pourra varier de quelques dixièmes de millimètres à plusieurs centimètres, de nombreuses études sont nécessaires et concernent notamment :
- la mise au point des paramètres de projection
- le choix, le contrôle et le traitement des poudres
- la détermination des contraintes résiduelles pour le respect des tolérances dimensionnelles
- la maîtrise de l’élaboration de structures multicouches avec interfaces simples ou à gradient de composition
- la mise au point de l’élimination du support d’origine
- la réalisation de dépôts sur des formes de géométrie complexe.
Ce procédé peut s’appliquer aussi bien pour l’obtention de pièces céramiques, métalliques ou composites. Les études entreprises au laboratoire depuis le début des années 1990 se sont principalement axées sur le développement des matériaux métalliques suivants : Inconel 625, Astroloy, Monel K-500, TA6V4, CuAgZr.
Afin d’atteindre des propriétés mécaniques équivalentes à celles des mêmes matériaux mais obtenus par des procédés plus conventionnels (forgeage, coulée, MDP), le procédé de projection VPS (Vacuum Plasma Spraying ou aussi nommé LPPS : Low Pressure Plasma Spraying) a été employé. Ce procédé de projection thermique par une torche à plasma d’arc soufflé s’effectue dans une enceinte de projection dans laquelle une pression réduite et une atmosphère neutre (typiquement 50 à 200 mbar d’argon) sont régulées. La teneur en oxygène résiduelle dans l’enceinte n’excède pas pour la plupart des projections une valeur de 100 ppm. Ce faible niveau permet d’éviter l’oxydation des particules et également du substrat ou subjectile qui peut ainsi être porté à haute température (500 à 1100°C). L’avantage de cette faible pression réside aussi dans les vitesses que vont atteindre les particules, de 400 à 700 m/s, permettant d’obtenir des dépôts avec une faible porosité. La vitesse élevée des particules, la température élevée du substrat et la possibilité de décaper la surface par un arc semi-transféré en polarisant négativement le substrat permettent d’atteindre des valeurs en adhérence largement supérieures à 100 MPa.
Le programme technologique de mise en forme par projection thermique a porté d’une part sur la caractérisation métallurgique et mécanique des matériaux VPS et d’autre part sur l’étude de cas concrets de mise en forme de pièces. Ce programme a été initialement supporté (1992-1997) par SNECMA-Sochata, Turboméca-Tarnos et la SEP (Société Européenne de propulsion) puis majoritairement (1997 – 2007) par SNECMA-Division Moteurs Fusées (ex-SEP).
D’un point de vue structure, les matériaux obtenus présentent des taux de porosité voisins de 1% et la microstructure, sans post-traitement , peut être recristallisée si la température d’élaboration est suffisamment haute (cas des alliages de cuivre notamment et aussi du TA6V).
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Des traitements thermiques conventionnels (sans HIP) ont été appliqués sur les matériaux VPS. Ils permettent d’obtenir des microstructures équiaxes et parfois, selon les conditions de réalisation des traitements thermiques, un abaissement de la porosité. Par rapport aux mêmes matériaux mais réalisés par d’autres procédés, à traitements thermiques identiques, on note que les matériaux VPS possèdent une taille de grains généralement plus faible.
Les caractéristiques mécaniques des matériaux VPS sont identiques à celles des matériaux conventionnels. Une meilleure résistance au fluage est dans la plupart des cas mesurée au dépend d’une légère baisse des résultats en fatigue.
En terme d’adhérence, les valeurs obtenues sont très bonnes. Il est ainsi tout à fait possible d’envisager la réalisation de partie de pièces par ce procédé, la réalisation de structures multicouches ou la reprise d’épaisseur.
En parallèle à ses études de caractérisation, de nombreuses maquettes et propotypes de chambres de combustion ont été élaborés. L’année 2006 a ainsi vu la réalisation complète d’un prototype de chambre de combustion de moteur HM7 (3ème étage de la fusée Ariane) à partir des technologies développées en collaboration avec la société SNECMA-DMS, groupe SAFRAN. Une pièce de 50 kg, 550 mm de hauteur, multicouche, intégrant 128 canaux de largeur et hauteur variable a ainsi été réalisée. Aujourd’hui, les études se poursuivent sur une chambre de taille plus réduite préfigurant le futur besoin d’Ariane 6.

La mise en forme par projection thermique est également aujourd’hui développée en partenariat avec le LNCMI-CNRS (Laboratoire National des Champs Magnétiques Intenses de Grenoble) avec le procédé Cold Spray pour des alliages de cuivre combinant haute résistance mécanique et forte conductivité électrique. L’écrouissage des particules provoqué par la déformation à froid permet, tout en gardant une conductivité identique, d’atteindre une plus haute limite d’élasticité par rapport au matériau forgé. Cette plus haute limite d’élasticité permet d’augmenter le champ magnétique, celui-ci étant généré par le passage d’une forte densité de courant dans des tubes découpés en forme d’hélice et emboîtés les uns dans les autres.
Des rendements de projection proches de 100 % sont atteints et permettent d’élaborer des dépôts denses jusqu’à 30 mm d’épaisseur sur des supports de diamètre 340 mm, soit des masses déposées pour les plus grosses hélices de l’ordre de 120 kg. La projection sous atmosphère contrôlée d’hélium permet d’accroître l’écrouissage du matériau et de limiter toute oxydation.
{kind=link}
{kind=link}
{kind=link}
Pour améliorer la durée de vie des pièces de structures et diminuer les contraintes environnementales, différents traitements de surface ont été développés, en particulier les traitements par voie sèche. Dans le domaine des traitements de surface, la projection thermique présente divers intérêts technologiques (rendements élevés, pièces de grandes dimensions, etc.) pour élaborer des revêtements protecteurs contre la corrosion, la température, l’usure, etc. Si les mises en œuvre ont d’ores et déjà pu être démontrées (nombreuses applications industrielles), il n’en demeure pas moins un besoin perpétuel de maitrise des procédés et d’évolutions tant d’un point de vue matériaux que process afin d’améliorer encore la tenue des pièces. C’est pourquoi, des techniques dites connexes ou hybrides tendent à se développer dès lors qu’il s’agit d’associer différentes technologies pour pallier certaines limitations imputables aux procédés propres. Ainsi par la combinaison d’un laser de puissance et d’une torche de projection, il a pu être démontré l’effet bénéfique du rayonnement photonique à la fois d’un point de vue adhérence des revêtements mais aussi structural. L’évolution de ces nouvelles technologies permet ainsi d’entrevoir de nouvelles applications tout en garantissant un impact environnemental moindre des traitements de surface (avantages des outils laser).
La technologie laser est aujourd’hui utilisée dans de nombreux domaines pour ses qualités de précision et d’automatisation. Selon la densité d’énergie et le temps d’interaction, elle peut provoquer des effets photochimiques, mécaniques ou thermiques au sein du matériau qui laissent alors envisager diverses applications. Par exemple, avec des temps d’impulsions extrêmement courts, il est possible d’interagir sur l’extrême surface (effets thermiques limités) et de cibler alors des applications de préparations de surfaces bien précises. Avec des temps d’interaction plus longs, les effets thermiques à l’inverse sont plus amplifiés et permettent alors d’envisager d’autres effets de préchauffage des surfaces ou encore de refusion en cours de traitement.
L’utilisation des faisceaux laser devient donc particulièrement intéressante d’un point de vue environnemental (procédé propre sans résidus) et économique puisque, grâce à l’évolution des technologies, il permet aujourd’hui de travailler encore plus vite et de façon encore plus efficace suivant divers modes de traitements (ablation, fusion…).
Outils
Laser d’ablation/texturation (ES Laser), l=1064nm, P=50W, Durées d’impulsions variables de 4ns à 350ns, fréquences adaptées de 2kHz à 4000 kHz

Laser de chauffage (Cheval), l=1064nm, P=1100W, Durées d’impulsions jusqu’à quelques ms, fréquences adaptées


Pour en savoir plus :
Thèses de Laure CONVERT, Lucille DESPRES, Robin KROMER, Amina LAMRAOUI
Contact
Sophie Costil
Tél : 33 (0)3 84 58 32 35
sophie.costil@utbm.fr
La projection plasma permet de réaliser des revêtements avec toute une gamme de matériaux : les métaux et alliages, les céramiques et autres composites. Cela ouvre la voie à de nombreuses applications dans des domaines les plus variés. Cette technologie utilise un jet plasma à haute énergie confiné dans une torche pour faire fondre des particules, et les déposer sur une surface ciblée. Le matériau de base, souvent sous forme de poudre, est injecté dans un plasma de base argon. Des gaz additionnels comme l’hydrogène, l’hélium ou l’azote peuvent être introduits pour optimiser la conductivité thermique ou les caractéristiques d’écoulement.
La projection plasma atmosphérique (APS), le procédé le plus répandu, utilise un arc à courant continu pour générer le jet plasma dans un environnement d’air ambiant. La génération du plasma se produit à l’intérieur de la torche, formée d’une cathode et d’une anode concentrique, où les gaz plasmagènes sont introduits. Le gaz froid qui traverse cette chambre est ionisé par un arc électrique, ce qui forme le plasma. Les températures des régions les plus chaudes du plasma sortant de l’anode peuvent atteindre 15 000°K, pour une vitesse d’environ 2 000 m/s. Le jet plasma se compose de deux éléments principaux : une colonne d’arc principale, qui part de la pointe de la cathode et sert de source d’électrons, et une colonne de connexion qui se termine à la racine de l’arc, qui est le point de contact entre le plasma et la surface interne de l’anode.

Problématique des torches standards
La conception géométrique d’une torche à plasma conventionnelle se compose d’une cathode et d’une anode. La cathode est généralement une pointe de tungstène en forme de cône, associée à une anode tubulaire creuse en cuivre concentrique. Pendant de nombreuses années, cette géométrie de torche plasma à deux électrodes (type F4MB) a été privilégiée dans l’industrie. Cependant, cette configuration avec anode monobloc entraîne souvent des instabilités du plasma. Celles-ci sont causées par le mouvement libre de la fixation de la racine de l’arc sur la paroi de l’anode. Cela se traduit par des fluctuations de la tension d’arc. Ces fluctuations de tension proviennent également de l’usure de l’anode et du mélange gazeux plasmagène utilisé. La principale conséquence sur la formation du revêtement est l’hétérogénéité du traitement thermique et cinétique de la poudre injectée, conduisant à une déviation aléatoire des trajectoires des particules. Egalement, pour certains matériaux ou pour obtenir des microstructures particulières, il est nécessaire d’utiliser des intensités de courant très élevées (>700A), des débits d’hydrogène importants (>12 l/min), des gaz additionnels comme l’hélium pour stabiliser le plasma, mais dont le coût est important. Ces valeurs élevées de courant associées à un fort pourcentage d’hydrogène dans le mélange plasmagène conduit à une usure rapide des électrodes.



Les électrodes permettent de générer et maintenir le plasma, qui va conférer la carte d’identité cinétique et thermique des particules pour obtenir les bonnes propriétés des revêtements. Cependant, ces électrodes peuvent s’user de façon plus ou moins importantes en fonction de comment elles sont utilisées, selon les contraintes paramétriques imposées. Dans une torche plasma, le gaz primaire est l’argon qui a pour rôle de pousser l’accroche de l’arc électrique vers la sortie de la tuyère (anode). De par sa faible densité énergétique, il permet une faible érosion des électrodes. Le gaz secondaire le plus utilisé est l’hydrogène pour augmenter la densité de puissance et le transfert thermique aux particules. Des mélanges de gaz ternaires existent également en ajoutant de l’azote ou de l’hélium, afin d’optimiser le transfert cinétique et thermique aux particules tout en maintenant une faible érosion des électrodes.
Le phénomène d’érosion
L’érosion de la cathode se produit principalement lorsque la densité de courant au niveau de l’accroche de l’arc est élevée induisant une fusion importante. Cela se produit de façon plus importante lorsque la zone d’accroche est restreinte, ce qui est particulièrement le cas avec l’utilisation d’un gaz comme l’hydrogène qui va conscrire l’arc. Ce phénomène est autant amplifié que la valeur de l’intensité du courant d’arc est grande. L’érosion de l’anode est quant à elle causée par les flux de chaleur importants de l’accrochage restreint de l’arc sur sa surface. Lorsque qu’une usure se forme à la surface, l’accrochage se fait de façon préférentielle sur le défaut apparu conduisant à un emballement du phénomène d’évaporation localisée du matériau. Ces points de fixation de l’arc qui accentuent l’érosion se déplacent ensuite vers l’amont de l’anode. La présence d’hydrogène dans le gaz plasmagène entraîne toujours une constriction plus forte et une érosion accrue de l’anode. Un autre paramètre important est le nombre de démarrages de la torche plasma et donc d’amorçages de l’arc. A chaque démarrage, lors de l’arrêt de la haute fréquence pour l’allumage, des courants très élevés peuvent intervenir, et ces derniers vont engendrer un phénomène de piqures de la surface. C’est pourquoi le démarrage se fait généralement avec des valeurs d’intensité de courant faibles et un plasma uniquement composé d’argon. Cette érosion de l’anode réduit temporellement la valeur moyenne de la tension de l’arc (perte de puissance), mais elle entraîne aussi une augmentation des fluctuations de la tension. Ces problématiques physiques et thermiques montrent un rôle crucial des paramètres opératoires sur la durée de vie des électrodes, et leurs répercussions sur le traitement des particules en vol.

Solutions ?
La majorité des torches plasma utilisées dans l’industrie présente des instabilités de l’arc électrique et donc du jet plasma, ce qui empêche la bonne reproductibilité du processus de revêtement. Les anodes des torches standards peuvent généralement être utilisées pendant 30 à 60 h avant d’être trop usées induisant une dégradation de la qualité du revêtement. Les efforts actuels se concentrent sur la conception de torches présentant des caractéristiques opérationnelles plus stables. Dans une réflexion de conception d’une torche plasma idéale, les principales caractéristiques suivantes seraient souhaitées :
- revêtements de haute qualité et reproductibles avec une large fenêtre opérationnelle et une faible dépendance à certains paramètres de projection
- faibles fluctuations de tension (puissance et enthalpie stables) avec des propriétés de plasma symétriques conduisant à des distributions uniformes de la vitesse et de la température, plasma puis particules
- haut rendement et productivité élevée (débit massique de poudre)
- peu d’entretien et une grande fiabilité des électrodes notamment
Pour limiter/contrôler les variations de tension de l’arc, de nouvelles générations de torches à plasma ont été développées ces dernières années. Ces torches dites à cascades ou segmentées limitent la problématique du mouvement libre de la racine de l’arc sur l’anode en utilisant des neutrodes dans sa conception. Cette structure d’anode segmentée se compose d’empilements alternés d’anneaux de cuivre et d’isolants électriques (neutrodes). Le dernier anneau, qui constitue l’élément final de l’anode, servira d’accroche principal pour l’arc. Ces améliorations peuvent se traduire par une meilleure reproductibilité du revêtement, un meilleur rendement de projection et une préservation de l’intégrités des électrodes.


Plasma plus stable, tension plus stable –> traitement plus homogène des particules
Tout d’abord, cette conception améliore considérablement la stabilité de l’arc en limitant son déplacement. Cette conception facilite l’extension de la colonne de plasma plus près de la sortie de la tuyère (anode), ce qui présente deux avantages clés :
- l’amélioration possible de l’efficacité de la torche
- l’augmentation de la quantité d’énergie disponible pour le traitement des particules comme l’arc est accroché très en amont de la tuyère
Intensité plus faible, débit de gaz secondaire plus faible —> électrodes préservées, rendement thermique améliorée
Pour fondre les matériaux et produire des revêtements, une intensité de courant et des débits de gaz secondaires plus faibles sont nécessaires. Par exemple pour l’alumine, les torches conventionnelles telles que la F4MB utilisent des intensité supérieures à 600A et un débit d’hydrogène supérieur à 12 l/min, associé à une tension d’arc entre 60 et 80V. Avec une torche à cascades, la tension d’arc est bien souvent supérieure à 100 V (pouvant atteindre 150 à 180 V en fonction des modèles et versions), ce qui permet d’utiliser des intensités de courant entre 250 et 450 A, et des débits d’hydrogène de 0 à 6 l/min.
Recherche et développements de l’équipe
Un des projets de recherche de cet axe consiste à étudier et développer les torches plasma à cascades. Ces actions se réalisent soit à la demande des fabricants/concepteurs de ces torches ou bien en collaboration pour faire évoluer les designs et conceptions. En effet, en appui de nos outils de diagnostics (traitement du signal, visio, analyse des particules en vol), il est possible de relier :
- d’une part la conception de la torche plasma (géométrie des électrodes, nombre de neutrodes) associée à ses paramètres opératoires (gaz, courant), avec les caractéristiques de sortie (tension du plasma, sa puissance électrique, sa puissance nette, son efficacité thermique)
- d’autre part de relier ses caractéristiques de sortie aux propriétés des particules en vol (vitesse et température) qui vont dicter en partie les propriétés du revêtement
- et finalement cartographier la plage température/vitesse des particules qui permettra de répondre au cahier des charges final du revêtement en termes de rendement de déposition, propriétés microstructurales, mécaniques, chimiques etc.
- le choix du modèle de torche plasma, de sa conception, de ses paramètres pourra s’appuyer également sur une étude économique et environnemental (puissance électrique consommée, gaz utilisés, rendement matière, etc.)



Contact
Geoffrey Darut
Tél : 33 (0)3 84 58 32 36
geoffrey.darut@utbm.fr
Contact
Marie Pierre Planche
Tél : 33 (0)3 84 58 32 00
marie-pierre.planche@utbm.fr
Nouveaux matériaux et mise en forme
Dans l’étude du développement de nouveaux alliages métalliques, il est préférable de travailler avec de petites quantités de quelques centaines de grammes à quelques kilogrammes. Pour cela, l’équipe dispose d’une tour d’atomisation permettant de fabriquer des petits batchs de poudre pouvant être ensuite utilisés pour tester un nouveau revêtement ou une pièce issue de fabrication additive.
Le fonctionnement d’une tour d’atomisation peut se découper en plusieurs étapes :
- préparation des consommables : consiste à choisir les différents éléments consommables (creuset, buse de coulée, barreau bouchon, joints, etc.) en fonction du matériau à atomiser. Le choix du creuset est basé sur deux facteurs. Le premier dépend de la réactivité de la charge métallique avec le creuset. Le deuxième dépend de la charge métallique elle-même et de sa réactivité avec le système de chauffage.
- mise sous vide : avant le lancement de la phase de fusion pour éviter toute contamination de la charge métallique par l’oxygène présent dans l’enceinte autoclave, un pompage est réalisé.
- fusion de la matière première : la charge métallique est mise en fusion par le système d’induction. Le suivi de la montée en température de la charge métallique est contrôlé par thermocouples et pyromètre afin de détecter également toute dégradation du creuset ou mettre en évidence une réaction avec la charge métallique due à un chauffage trop important. Une fois la charge métallique fondue, l’homogénéité du bain métallique est contrôlée. Un dispositif de bullage du gaz d’argon peut être utilisé pour améliorer l’homogénéisation du bain métallique.
- pressurisation de l’autoclave : elle est déclenchée une fois que la température de surchauffe du bain métallique est atteinte. L’objectif de cette phase est d’une part de produire une dépression au nez de la buse de coulée, de manière à faciliter la coulée du métal fondu, et d’autre part d’atteindre la pression souhaitée (pression de consigne) pour la phase d’atomisation. Il est parfois nécessaire de pressuriser aussi la chambre d’atomisation afin de réduire la vitesse du gaz d’atomisation. Cette dernière joue un rôle important dans la constriction du filament de métal liquide.
- coulée du métal liquide : le barreau bouchon est soulevé, le métal fondu s’écoule à travers la buse de coulée sous l’effet de la gravité et de la dépression. Pour éviter le problème du colmatage de la buse au moment de la coulée, celle ci est chauffée à l’aide d’une résistance en graphite.
- atomisation : le filament de métal liquide, à la sortie de la buse de coulée, possède un diamètre égal au diamètre de la buse de coulée. Le diamètre du filament de métal diminue progressivement sous l’effet des forces de friction du jet de gaz. Lorsque les forces de friction dépassent les tensions de surface du métal liquide, le filament de métal liquide se pulvérise et se désintègre en gouttelettes. Ce processus est appelé atomisation primaire. Sous l’effet du jet de gaz constamment accéléré en sortie de l’unité d’atomisation, les gouttelettes subissent
d’autres ruptures, conduisant ainsi à la formation de fines gouttelettes, et par la suite à la formation de fines particules. Ce processus est appelé atomisation secondaire. - collecte de la poudre produite : les gouttelettes refroidissent et se solidifient au cours de leur descente dans la chambre d’atomisation sous l’effet de la différence importante de température avec le gaz environnant et sous l’effet du passage dans la zone de détente supersonique
produite par l’écoulement gazeux. Les gouttelettes produites possèdent une morphologie sphérique et cette morphologie ne varie pas après refroidissement, les particules collectées dans les pots réceptacles conservant cette morphologie.
Contact
Yoann Danlos
Tél : 33 (0)3 84 58 32 76
yoann.danlos@utbm.fr
Mesures des propriétés des matériaux ferromagnétiques doux réalisés par FA
- Tores réalisés par FA – géométrie/matériau
- Bobinage primaire : applique H(A/m) au matériau
- Bobinage secondaire : mesure l’induction B(T)
- Fréquence de 1Hz à 1kHz


Actions
- 2 thèses en cours (H. Hamouda, Cold Spray et M. Amitouche FA – feuilletage)
- 1 projet industriel sur 2×2 ans avec Safran (financement de stages, IgR)
- Prestation ouverte pour la caractérisation (≈ 50 caractérisations commandées en 2024)
- Participation à AAMS 2024 en septembre


Contact
Olivier Marconot
Tél : 33 (0)3 84 58 30 51
olivier.marconot@utbm.fr
Contact
Yoann Danlos
Tél : 33 (0)3 84 58 32 76
yoann.danlos@utbm.fr
Matériaux à haute température de fusion
Le tungstène est considéré comme un matériau approprié en raison de ses propriétés avantageuses : haut point de fusion (3 422 °C), faible pression de vapeur, résistance élevée au fluage, résistance à haute température, bonne conductivité thermique, bonne résistance à l’érosion (par pulvérisation cathodique), faible perméabilité à l’hydrogène, faible rétention de tritium. Malheureusement, le traitement des surfaces des composants est compliqué par leur fragilité inhérente au tungstène (température de transition ductile-fragile élevée), sa mauvaise soudabilité et usinabilité, son coefficient de dilatation thermique différent de celui des aciers de ou sa susceptibilité à la croissance du grain et à l’oxydation au-dessus de 500 °C.
Tungstène et projection thermique
Le tungstène possédant une densité très importante de l’ordre 19,25 g/cm3, son usage sous forme massive implique un poids final d’éléments de structure très important. Pour éviter cette problématique, son usage en tant que revêtement a été très étudié : c’est le cas de la projection thermique depuis plus de 20 ans pour des couches épaisses avec ou sans gradient de composition, tout comme le procédé PVD pour réaliser des couches fines et denses de tungstène. La projection thermique présente plusieurs avantages : la possibilité de revêtir des composants de grande surface avec des formes complexes, une possible réparation in situ des pièces, la réalisation de gradients de composition, l’apport de chaleur relativement faible aux pièces revêtues, un coût relativement faible et l’obtention de revêtements d’épaisseur élevée.
Le procédé Cold Spray a été testé mais il n’a permis que de créer de fines épaisseurs seulement avec un substrat « doux » en aluminium. Sur des substrats plus durs, seuls des incrustations ont été obtenues. Pour réaliser une montée en épaisseur sur ces substrats plus durs, les gradients progressifs ont été testés avec une matrice de Cu, Fe ou Ta par exemple. Mais la finition 100% tungstène n’a jamais pu être obtenue.
Le procédé D-Gun est aussi utilisé pour faire des revêtements denses de tungstène mais qui ont une certaine oxydation.



Mais parmi les autres procédés de projection thermique, la projection plasma est actuellement la technologie la plus utilisée pour fabriquer de telles couches protectrices. Des essais par projection plasma atmosphérique sous air ont été réalisés mais la forte oxydation du revêtement limite son utilisation dans un réacteur.
Tungstène et VPS
La plupart des études sont menées avec des torches plasma sous vide/atmosphère contrôlée (VLPPS, LPPS, VPS/IPS) pour s’affranchir de l’oxydation du tungstène pendant la projection. Un des éléments importants est l’influence de la température du substrat sur la densité de la couche. En effet, une température supérieure améliore la liaison entre les particules fondues incidentes par une meilleure mouillabilité, diminuant alors la porosité et augmentant la dureté et la conductivité thermique. Cependant, le préchauffage du substrat implique une problématique de contraintes d’interface entre le substrat et le tungstène, notamment pour des fortes épaisseurs supérieures au millimètre. En effet, les coefficients de dilatation thermique mis en jeu sont assez éloignés entre par exemple l’acier EUROFER (12,7.10-6 K-1) et le tungstène (4,4.10-6 K-1). Le fait de préchauffer à des températures au-delà de 600°C pour améliorer la densité risque de fragiliser l’interface entre substrat et revêtement ; ce qui peut entraîner un risque de délamination en raison d’une contrainte interne plus importante. C’est pourquoi, l’application d’un concept de matériau à gradient de composition a été une solution adaptée. Ainsi les contraintes sont réduites et distribuées sur tout le gradient. Malheureusement, le préchauffage à des hautes températures au-delà de 600°C n’est pas possible pour certains matériaux du substrat. C’est le cas des aciers dont la température ne doit pas dépasser les 400-450°C. En effet, au-delà de certaines températures, la composition et microstructure de ces matériaux évoluent. Leurs propriétés notamment mécaniques se détériorent. Par exemple il peut se produire la formation de précipités intermétalliques. La gestion température de substrat / densité du revêtement / paramètres du procédé est un défi permanent.


Notre activité
Les travaux menés par l’équipe s’intéressent au développement de revêtements à haut point de fusion, dont le tungstène. L’objectif est d’apporter une solution de faisabilité d’un revêtement dense et adhérent par projection thermique et notamment par plasma, à basse température de substrat (inférieure à 400°C) si nécessaire. Pour cela, nous nous appuyons sur nos installations permettant de travailler sous atmosphère inerte d’argon, sur une grande plage de pression (quelques millibar à la pression environnante). Également, la large gamme de torches plasma, notamment de conception à cascades / segmentées et modulables, permet d’aboutir à des résultats pertinents en qualité de revêtement.


Céramiques à ultra-haute température et projection thermique
Les céramiques à ultra-haute température (UHTC) sont des matériaux avec des températures de fusion au-delà de 3000°C. Ce groupe de céramiques est constitué de différentes familles de base borure, carbure et certains nitrures issus de métaux de transition (Ti, Zr, Hf, V, Nb, Ta). Leur stabilité au-dessus de 2000°C est due aux fortes liaisons covalentes. D’autres propriétés intéressantes comme une dureté élevée, une certaine conductivité thermique, un bon module élastique, une bonne résistance à l’usure et un faible coefficient de dilatation thermique se combinent à leur utilisation à des températures extrêmes. Il n’est donc pas étonnant qu’ils fassent l’objet de recherches pour des applications comme l’aéronautique/aérospatiale où les matériaux sont sollicités sous des fortes températures dans des environnements oxydants : composants de propulsion des fusées ou de rentrée atmosphérique, nez pour les vols hypersoniques, etc.
Les méthodes de conception de ces UHTC sont les procédés Spark Plasma Sintering et par pressage à chaud. Cela nécessite des températures et des pressions très élevées pour les densifier qui limitent leur fabrication à des petites pièces de forme simple. Concernant les revêtements UHTC, ils peuvent être obtenus par les procédés de dépôt en phase vapeur tels que le PVD et le CVD. Les revêtements sont denses à conçus à des températures inférieures aux points de fusion des UHTC. Cependant, ces procédés sont limités par des épaisseurs de revêtement de 15-20 µm, un plus ou moins rendement de dépôt et une limitation de la taille de la zone à traiter. Pour combler ces problématiques, des revêtements UHTC épais peuvent être obtenus par les procédés de projection thermique. Ces procédés sont déjà largement utilisés dans de nombreuses industries pour revêtir de grandes surfaces relativement rapidement. Les leviers concernent les points de fusion extrêmes de ces matériaux ainsi que le potentiel d’oxydation pendant la projection.
Les principaux matériaux étudiés sont TiB2, ZrB2, HfB2, TiC, ZrC, HfC, TaC. Cependant, comme de nombreuses céramiques, les UHTC souffrent d’une fragilité intrinsèque qui peut limiter leur application. Afin d’améliorer les performances de ces matériaux, des renforts en particules (SiC, MoSi2, nanotubes de carbone, nanoplaquettes de graphène, etc.) ont été étudiés dans le but principal d’améliorer les performances à haute température. Également, depuis l’engouement sur les matériaux à alliages à haute entropie (HEA), une nouvelle famille de revêtements UHTC est apparue : les céramiques à ultra-haute température à haute entropie (HE-UHTC) : parmi eux, les matériaux (Hf0,2Zr0,2Ta0,2Nb0,2Ti0,2)B2, (Hf0,2Zr0,2Ta0,2Mo0,2Ti0,2)B2, etc. Leur méthode de synthèse consiste à mélanger les poudres de diborure par exemple puis de les allier par broyage à haute énergie. Des premiers résultats ont montré une dureté supérieure des HE-UHTC par rapport aux carbures constitutifs, ou bien un gain de poids beaucoup plus faible que certains des borures constitutifs dans un environnement oxydant.
Cependant, le développement de revêtements par projection thermique doit encore être approfondi. En raison des températures de fusion très élevées, les procédés plasma sont les plus répandus pour réaliser les revêtements UHTC en raison de la haute température du jet. Pour éviter l’oxydation UHTC, les systèmes sous atmosphères inertes type VPS sont privilégiés. Pour limiter le coût, les procédés plasma sous air APS sont associés à des accessoires de gainage pour limiter l’oxydation. L’utilisation des UHTC dans des revêtements de cermets pour être appliqué par les procédés flamme HVOF est une autre possibilité. Le développement aéronautique et spatial implique une apparition plus grandissante des matériaux UHTC.
Notre activité :
Notre équipe travaille actuellement sur la mise en forme des céramiques haute température :
- à la fois sur la composition de la poudre à partir de différents matériaux précurseurs pour des études de performances de ces nouvelles formulations. Notre spray dryer permet de développer ces poudres.
- à la fois sur la mise au point paramétrique par projection thermique de revêtements de qualité. Le procédé de projection plasma sous atmosphère contrôlé VPS (basse pression, inerte) est privilégié pour conserver la composition initiale de la poudre.
Contact
Geoffrey Darut
Tél : 33 (0)3 84 58 32 36
geoffrey.darut@utbm.fr
Contact
Pierre Bertrand
Tél : 33 (0)3 84 58 32 46
pierre.bertrand@utbm.fr
Projection thermique 4.0
Fabrication additive par projection à froid
Comprendre, contrôler et prédire le comportement phénoménologique de la fabrication additive par projection à froid permet un développement continu de plusieurs solutions technologiques capable d’intégrer les matériaux innovants et leurs performances. L’équipe PMDM site UTBM travaille sur cette problématique en tirant profit de la modélisation et simulation numérique pour optimiser le fonctionnement de cette méthode additive en maîtrisant l’ensemble des interactions entre paramètres procédés et croissance additive de matière lors de collision continue de poudres micrométriques sur un substrat cible.
Les travaux de simulation comprennent en cela trois aspects distincts mais étroitement liés :
- le control de la cinétique de croissance de matière en fonction du mouvement et de la trajectoire de la buse de projection
- le comportement phénoménologique de l’écoulement compressible supersonique à l’intérieur et à l’extérieure de la buse et ses interactions cinématique et thermique avec les poudres micrométriques
- les mécanismes de formation de revêtement produits par la collision et les fortes vitesses de déformation lorsque celles-ci prévalent comme dans le cas des matériaux déformables.
La thématique développe ainsi des modèles multiphysiques prédictifs qui servent à caractériser les phénomènes gouvernant la fabrication additive par projection thermique et leurs conséquences sur les réponses du matériau étudié pendant la formation de dépôt.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Optimisation du design de buses
Le laboratoire s’attache à générer des outils de projection optimisés pour accéder à des qualités de revêtements les plus abouties.
Caractérisation numérique de propriétés des revêtements
Nos travaux en modélisation numérique pour la projection à froid intègrent une approche prédictive avancée de la rupture et de l’endommagement des structures déposées. En utilisant la méthode des éléments finis étendus (XFEM), nous simulons la propagation des fissures sans re-maillage, tout en considérant la variabilité naturelle des défauts par une approche stochastique. Cette démarche nous permet d’établir des relations quantitatives fiables entre les défauts et les propriétés mécaniques, avec une précision de ±5 % pour la prédiction de la résistance cohésive. De plus, l’analyse de l’anisotropie liée à l’orientation des défauts offre une compréhension fondamentale des mécanismes de rupture. Ces modèles facilitent l’estimation de la réduction de la taille des défauts après traitement thermique, l’optimisation des paramètres du procédé pour des applications ciblées, et une réduction significative des coûts de développement grâce à la validation virtuelle.
Our work in numerical modeling for cold spray incorporates an advanced predictive approach to fracture and damage in deposited structures. By employing the Extended Finite Element Method (XFEM), we simulate crack propagation without remeshing, while accounting for the natural variability of defects through a stochastic approach. This methodology enables us to establish reliable quantitative relationships between defects and mechanical properties, achieving ±5% accuracy in predicting cohesive strength. Furthermore, anisotropy analysis related to defect orientation provides fundamental insights into fracture mechanisms. These models support the estimation of defect size reduction after heat treatment, the optimization of process parameters for specific applications, and significant reductions in development costs through virtual validation.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Simulation et optimisation des trajectoires de torches
En raison de la complexité géométrique des substrats à recouvrir et des exigences de qualité de plus en plus prégnantes, la projection thermique moderne doit mettre en œuvre des installations robotisées performantes. Cependant, lors de la programmation manuelle des robots, certaines contraintes sont difficiles à respecter comme par exemple la conservation simultanée de la distance et de l’angle de projection de la torche par rapport à la surface à revêtir.
Contact
Rija Nirina Raoelison
Tél : 33 (0)3 84 58 37 83
rija-nirina.raoelison@utbm.fr
Contact
Sihao Deng
Tél : 33 (0)3 84 58 32 80
sihao.deng@utbm.fr
Contact
Sabeur Msolli
Tél : 33 (0)3 84 58 36 77
sabeur.msolli@utbm.fr
Ce domaine transverse de recherche vise à optimiser les paramètres opératoires et les expérimentations à conduire pour la mise au point optimale des procédés de l’équipe.
L’objectif global vise à remplacer la résolution « classique » dite par « Essai-Erreur » par une approche paramétrée par Intelligence Artificielle.
Les travaux s’articulent selon une chaine telle que : Instrumentation -> Données -> Communication / Enregistrement -> Traitement de Données -> IA / Modélisation -> Système Cyber-Physique (Jumeau Numérique) -> Décision / Amélioration
Il est possible ainsi de décrire en particulier l’application de cette approche aux procédés de projection thermique :
- des systèmes de contrôle avancés sont largement utilisés dans ces procédés de projection thermique pour permettre la reproductibilité des paramètres d’entrée primaires et les parcours robotisés de la construction des dépôts. La maîtrise totale des propriétés du revêtement reste cependant un problème ouvert.
- des travaux sont engagés sur le développement d’un jumeau numérique permettant de connaître les règles de formation du revêtement en optimisant les paramètres opératoires, la trajectoire robotisée et la stratégie de projection.
- L’intelligence artificielle (IA) est ici intégrée par apprentissage supervisé sur la base de connaissances antérieures accumulées des précédentes expérimentations. L’IA est entraînée en utilisant les dernières techniques de Machine Learning / Deep Learning pour établir la relation entre les paramètres cinématiques / opératoires et les propriétés du dépôt élaboré.

Contact
Ralph Seulin
ralph.seulin@utbm.fr
Contact
Sihao Deng
Tél : 33 (0)3 84 58 32 80
sihao.deng@utbm.fr